
- Märkspänning: AC220V50/60Hz
- Maskinens nettovikt: 68kg 50kg
- Max effekt: 1800W
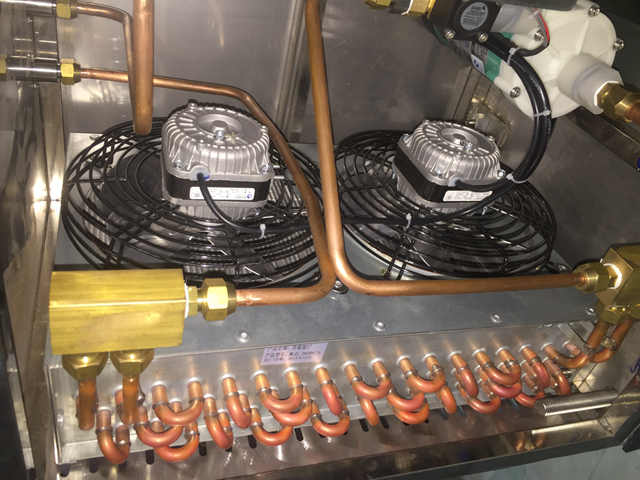
- Kylmetod: Kylluft/vatten dubbelkylning
- Tätningsdiameter: φ15-75mm 15MM-45MM 30MM-60MM
- Flaskhöjd: 20-180mm
- Arbetssätt: fortsätt arbeta
- Tillämpningsomfång: Stort produktionsområde
- Förseglingshastighet: 0-200 flaska/min
- Förpackningsmått: 1600*450*1500mm
- Generatorstorlek: 1450*410*1300mm
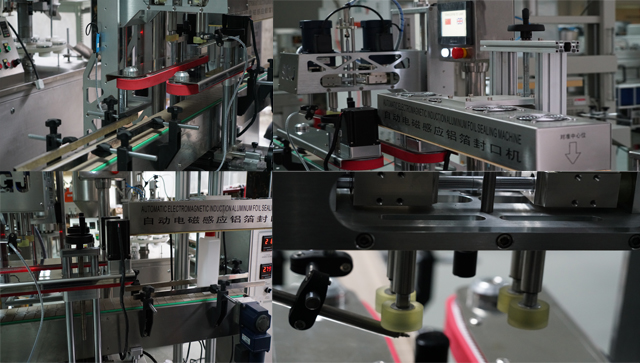
Linjen inkluderar två huvudmaskiner som induktionsförseglingsmaskin & inline kapslingsmaskin;
Maskinerna är lämpliga för att försluta medicinska flaskor som används i laboratoriet för analysmedel. Hela linjen kan utrustas med extrautrustning som flaskskiva eller batchkodningsfunktionen.
Som nedan finns grundläggande data för respektive maskiner:
Induktionsförsegling, även känd som lockförsegling, är en beröringsfri metod för att värma upp en inre tätning för att hermetiskt försegla toppen av plast- och glasbehållare. Denna förseglingsprocess äger rum efter att behållaren har fyllts och förslutits.
Tekniken för elektromagnetisk induktionsförsegling med kompositmaterial är den avancerade förseglingsmetoden som erkänns av världen nu, och dess egenskap av beröringsfri uppvärmning är lämplig för försegling av plastflaskor (PP, PVC, PET, ABS, HDPE, PS och DURACON) , glasflaska och olika sammansatta plastslangar, så för närvarande är det den mest avancerade tekniken för tätning av flaskorna för sådana industrier som apotek, livsmedel, fett, daglig kemi, hushållskemi och jordbrukskemi.
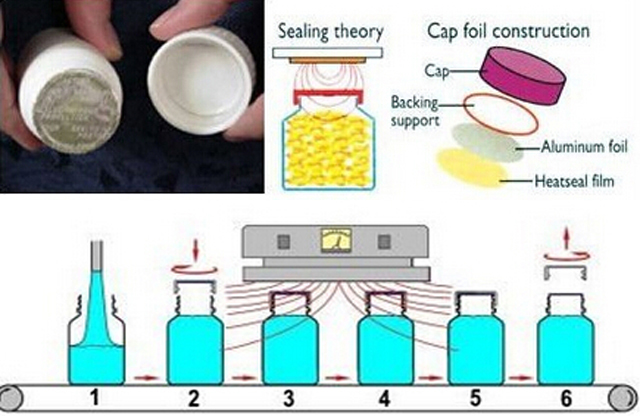
Arbetsprincip och hur det fungerar
Förslutningen levereras till buteljeraren med ett foder av aluminiumfolie som redan är insatt. Även om det finns olika liners att välja mellan, är en typisk induktionsliner flerskiktad. Det översta lagret är en pappersmassa som vanligtvis är punktlimmad på locket. Nästa lager är vax som används för att binda ett lager av aluminiumfolie till massan. Det undre lagret är en polymerfilm laminerad på folien. Efter att locket eller förslutningen har applicerats passerar behållaren under en induktionsspole, som avger ett oscillerande elektromagnetiskt fält. När behållaren passerar under induktionsspolen (tätningshuvudet) börjar den ledande aluminiumfolien att värmas upp på grund av virvelströmmar. Värmen smälter vaxet, som absorberas i massabaksidan och släpper folien från locket. Polymerfilmen värms också upp och flyter på behållarens kant. När den kyls skapar polymeren en bindning med behållaren vilket resulterar i en hermetiskt förseglad produkt. Varken behållaren eller dess innehåll påverkas negativt; Värmen som genereras skadar inte innehållet.
Det är möjligt att överhetta folien vilket orsakar skador på tätningsskiktet och eventuella skyddsbarriärer. Detta kan resultera i felaktiga tätningar, även veckor efter den första förseglingsprocessen, så korrekt dimensionering av induktionstätningen är avgörande för att fastställa det exakta systemet som krävs för att köra en viss produkt.
Tätning kan göras med antingen en handhållen enhet eller på ett transportsystem.
En nyare utveckling (som passar ett litet antal applikationer bättre) gör att induktionsförsegling kan användas för att applicera en folieförsegling på en behållare utan behov av förslutning. I detta fall levereras folien färdigskuren eller i rulle. När den levereras i en rulle stansas den och överförs till behållarens hals. När folien är på plats trycks den ned av tätningshuvudet, induktionscykeln aktiveras och förseglingen fästs vid behållaren. Denna process är känd som direkt applikation.
Ritning
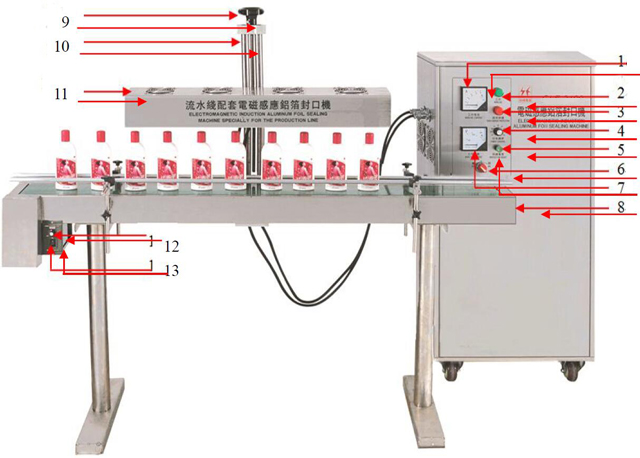
- Amperemeter: Visar aktuell status under drift av hela maskinen.
- Arbetsindikator: Visar den exceptionella arbetsstatusen
- Överströmsindikator: visar onormal arbetsstatus.
- Strömkontroll: effektkontroll.
- Återställning av skydd: Återställ normal arbetsstatus.
- Strömbrytare: Styr kraften på hela maskinen.
- Voltmeter: Visar spänningsstatus under drift av hela maskinen.
- Transportör: flaskor som transporterar.
- Handhjul: justeringar för de olika flaskornas höjdstorlek.
- Lyft hyllor: Det brukade fixera och höja eller falla höjd och låg funktion av tätningshuvudet.
- Tätningshuvud: Värmer och tätar aluminiumfolien i flasklocket.
- Justeringshastigheten: justeringshastigheten för transportbandets manöverknapp.
- Startomkopplare: Transportörkontrollbrytare.

- Märkspänning: AC220V50/60Hz
- Maskinens nettovikt: 68kg 50kg
- Max effekt: 1800W
- Kylmetod: Kylluft/vatten dubbelkylning
- Tätningsdiameter: φ15-75mm 15MM-45MM 30MM-60MM
- Flaskhöjd: 20-180mm
- Arbetssätt: fortsätt arbeta
- Tillämpningsomfång: Stort produktionsområde
- Förseglingshastighet: 0-200 flaska/min
- Förpackningsmått: 1600*450*1500mm
- Generatorstorlek: 1450*410*1300mm
Använd metod på induktionsförseglingsmaskin

- Justering av flaskans höjdstorlek: Placera flaskan under "förseglingshuvudet", justera "handhjulet", se till att avståndet mellan "förseglingshuvudet" botten och flasklockets yta är ca 1-3 mm, vrid på "startbrytaren" till "på" så att transportbandet börjar löpa och låt flaskorna gå tvärs över bandet för att kontrollera om de nuddar tätningshuvudet. Den minsta distansen utan tuff är den bästa.
- Justera hastigheten på transportbandet med "hastighetskontrollen". Aluminiumfolietätningen är relaterad till bandhastigheten och kraften. Sätt några flaskor på bältet, slå på "strömbrytaren" och gör tätningstestet. Operationen börjar formellt när flaskorna är ordentligt förslutna.
- Vänta på mjukstart vid boot-remmen och påbörja tätningen 30 sekunder senare när efter amperemetern visar 3,2A.
- Stäng av "strömbrytaren" och "startbrytaren" i maskinens avstängning.
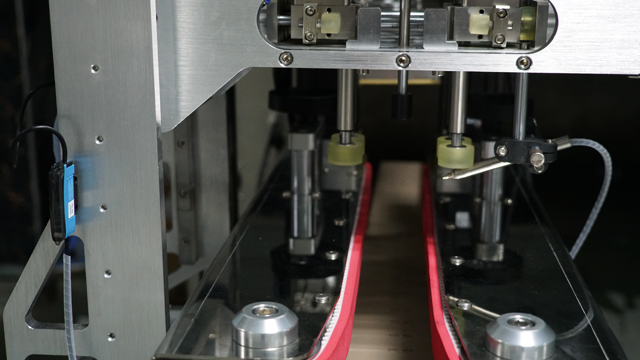
Inline kapslingsmaskin:
- Produktionskapacitet: 40-60 Caps /min
- Hattstorlek: 10-50/35-140mm
- Flaskdiameter: 35-140mm
- Flaskhöjd: 38~300mm
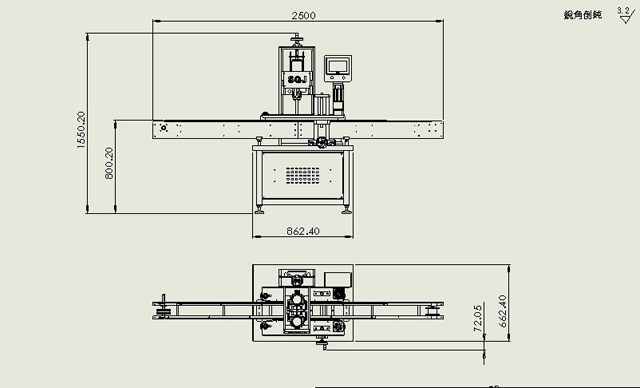
- Storlek (L×B×H): 1000×800×1200mm
- Vikt: 350 kg
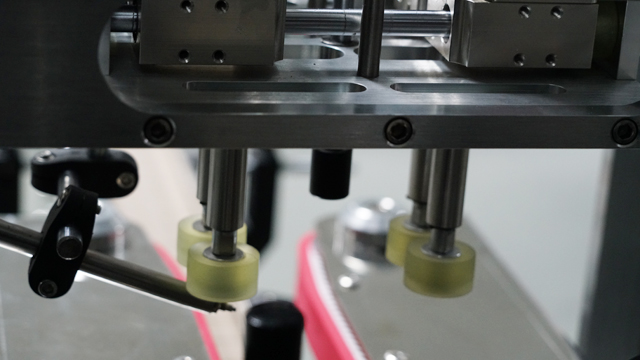
Ritning Av Inline Täckmaskin
| 1 | Flaskor | 2 | Fixering av flaskor |
| 3 | Handtag för justering av position | 4 | Friktionsremskiva |
| 5 | Slaglägesmodul | 6 | Caps pressande Cylinder |
| 7 | Handtag för positionell | 8 | Justeringsmodul för lock |
| 9 | Lockande cylinder | 10 | Lockmotor |
| 11 | Kontrollbox | 12 | Handhjul |
Täckjustering från A till Ö

Justering av flaskors fixering
1. Lossa handtaget (3)
2. Sätt de förfixerade flaskorna (1)
3. Ögonglob om lockens mitt sammanfaller med cylinderns (9) mitt; en gång sammanföll fixa handtaget (3)
Höjdjustering av täckning﹒
1. Lossa handtaget (7)
2. Justera handtaget (12) för att göra det täckande friktionshjulet (4) bottenavstånd 2 mm till kåpornas botten, fixera handtaget (7)
Justering av täckning av friktionsgap:
1. Stäng luftkällan
2. Sätt fixeringslocken mellan friktionshjulen (4)
3. Närma dig kåporna genom att flytta friktionshjulet (4) för att justera skruven för slagmodulen (5) (båda sidorna ska vara symmetriska genom ögonglobsmätning). Rätt fas ska vara 2 mm till 3 mm för varje sida;
Höjdjustering av lockcylinder (enligt kapsylprover)
1. Lossa skruven (8) gör att lockcylindern (9) sticker ut;
2. Lämna avståndet på 1 mm-2 mm från lockmuttern till toppen av locken
3. Dra åt skruven (8)
Hastighetsjustering för kapsylcylinder
1. Anslut matningsströmmen och luftkällan för att justera tryckinställningen för lufttrycket (standard 0,74mpa-0,6Mpa)
2. Justera kapningstiden och kapningsintervallet (standard 1s till 1,5s) välj tillståndet som Manuell, Peka på pedalomkopplaren för att justera den pneumatiska hastigheten på vänster-höger friktionshjulet, slutligen bör det göra hastigheten vid båda hastigheterna på samma nivå ;
3. Justera cylinderns hastighet.
Testkörning av maskinen
1. Ta ut en produkt för testkörningen av locket; Renovera locket enligt lockeffekten;
2. Justera vridmomentet efter vridkraften.
Flaskor Prover för förslutningsförsegling

Du kanske gillar
 Halvautomatisk vakuumglasburkar förslutningsmaskin för stängning av metalllock
Halvautomatisk vakuumglasburkar förslutningsmaskin för stängning av metalllock- Plåtburkar Kartonger Förseglingsmaskin Case Closing Sealer Utrustning
- Halvautomatisk tubfyllningsmaskin med ultraljudstätningsutrustning
- Liten dos parfym Farmaceutisk flytande kosmetisk påfyllningsmaskin
- Vertikal rund rött vin etiketteringsmaskin med skivspelare flaskmatare
- Farmaceutisk förfyllda sprutor Montering påfyllningslockmaskin
- Pneumatisk platta fyrkantiga runda flaskor Rullande etiketteringsmaskin med kodare
- E-cigarett oljetappning påfyllningslock horisontell etikettmaskin
- Automatisk etiketteringsutrustning för krymphylsor med ångkrymptunnel
- Höghastighets horisontella runda flaskor Flaskor Märkningsutrustning för sprutor









