
- Modell: VK-TFS-002U
- Strömförsörjning: 220V/50HZ/Enfas
- Effekt: 1500w
- Frekvens: 20Khz
- Rörlängd: 40-280mm
- Rördiameter: 10-80mm
- Fyllningsvolym: A: 5-30ml B: 6-60ml C: 10-120ml D: 25-250ml E: 50-500ml (valfritt)
- Storlek: 735*670*1300mm
- Vikt: 130 kg
Visa video
Funktion och applikation
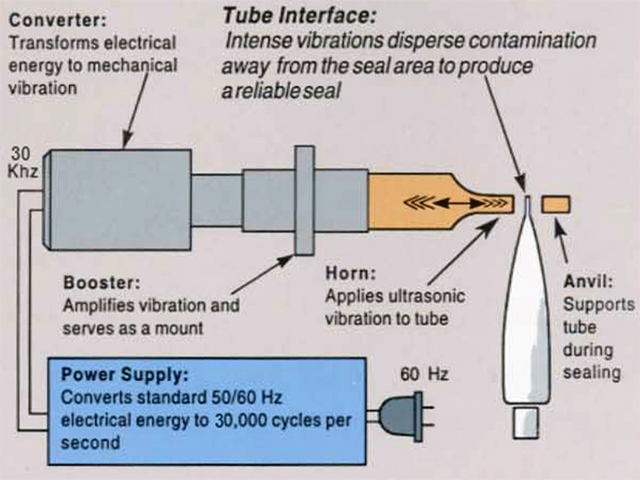
Använd ultraljud för att svetsa plaströrsänden. Behöver inget lim eller fyllmedel eller lösningsmedel vid svetsning, förbrukar inte stora mängder värme, och lätt att använda, hög svetshastighet, hög effektivitet.
Denna maskin används ofta i tandkräm, kosmetika, medicinska produkter, livsmedel och industriella tuber etc.
Huvudparametrar


| Modell | VK-TFS-002U |
| Strömförsörjning | 220V/50HZ/Enfas |
| Driva | 1500w |
| Frekvens | 20Khz |
| Rörlängd | 40-280 mm |
| Diameter på rör | 10-80 mm |
| Fyllningsvolym | A:5-30 ml B: 6-60 ml C: 10-120 ml D: 25-250 ml E: 50-500 ml (valfritt) |
| Storlek | 735*6701300mm |
| Vikt | 130 kg |
Layout för tätningsmaskin
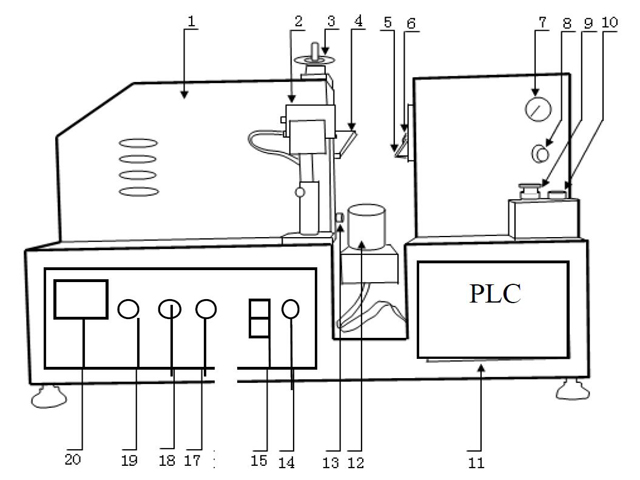
- Huvuddel
- Sensor
- Höjdjustering av rör
- Främre form
- Bakform
- Fräs
- Gastrycksmätare
- Gastrycksjustering
- Nödknapp
- Startknapp
- PLC
- Hållare
- Justering av gjutformsgap
- Strömlampa
- Strömbrytare
- Ställa in
- OSC-kontroll
- Överbelastningslampa
- Laddningsmätare
(Anmärkning: Vänligen kontrollera den främre formskruven om med starkt lås, som rädd när transporten och skruven är lös)

Tätningsdel
- Motorstart: detta är för att styra rörhållaren igång
- Start av matningscylinder: detta är för att styra slanghållarens matning
- Ultraljudscylinderstart: detta är för att styra formen uppåt och nedåt.
- Trimcylinderstart: detta är för att styra fräsen
- Fyll cylinder: Detta är för att styra påfyllningshuvudets cylinderstjärna eller Stopp när manuellt
- Fyllningsstart: Detta är för att styra påfyllningsstjärnan eller stopp vid manuell
- Ultraljudsstart: Detta är för att kontrollera frekvensen, detta är samma som "18. OSC-kontroll"
- Tube Orientation on: detta är för att styra Sense av/på
- Tidsinställning: Detta är för att justera fördröjningstid/svetstid/hålltid
- Fördröjningstid: 0,80
- Svetstid: Tube Dia 20, tiden kommer att vara: 0,20, Tube Dia 30, tiden kommer att vara cirka 0,40, Tube Dia 40, tiden kommer att vara cirka 0,50, Tube Dia 50, tiden kommer att vara cirka 0,7
- Hålltid: 0,35
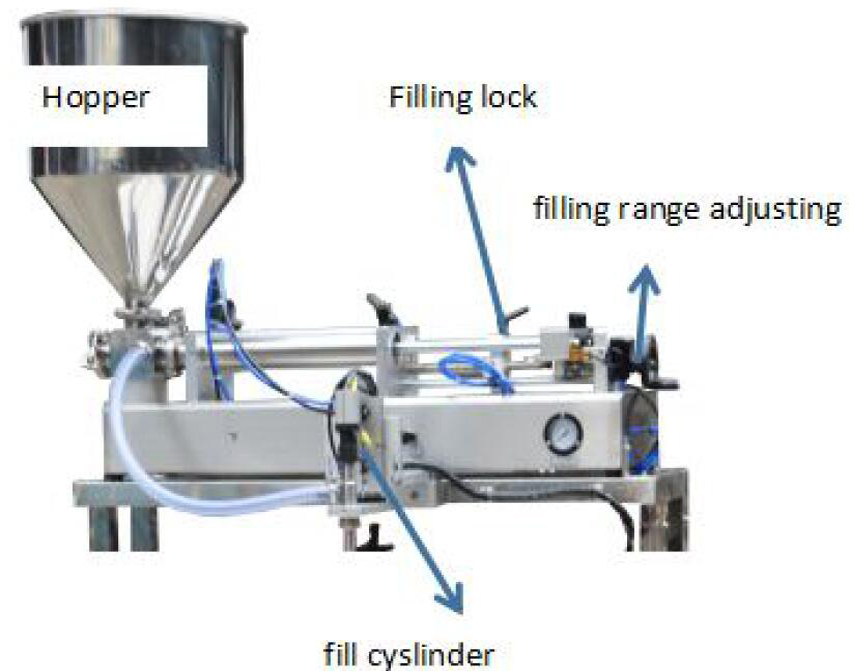
Fyllningsdel
Driftprocess
- Anslut ström och tryckluft korrekt (föreslå 0,5 MPa).
- Tryck på strömbrytaren
- Tryck på 'OSC check'-knappen och ställ in 'Tune-knapp' samtidigt. Använd skruven på Tune-knappen, du kan vrida till vänster eller höger, samtidigt som du hittar minimum av 'Signal light' (det kommer att vara ungefär lågt än 1A ) fast 'Frekvensjustering'. (tryck inte på 'OSC check' kontinuerligt, tryck på den intermittent)
- Sätt röret på hållaren.
- Tryck på 'Ultraljudscylinderstart', främre formen och bakformen stängs. ställ in 'Justering av formar mellanrum', låt två formar bara röra vid varandra och inget mellanrum. Tryck på 'Cutter controller' och bekräfta att fräsen kommer att fungera smidigt. (måste sätta plaströret på rörhållaren när du justerar)
- Ställ in den främre formen och den bakre formen och fräsen i ursprunglig position.
- Sätt röret på 'Holder' och tryck på 'Feeding cylinder start', röret kommer att löpa mellan två formar. Justera vid behov höjden på hållaren. (föreslå att röret är högre än bakformen 2 till 3 mm)
- Gör tillbaka röret till ursprungsläget.
- Ställ in på autostatus, slå på sensorn om tuben har färgkod annars stäng av den.
- Tryck på 'Auto' maskinen kommer att fungera automatiskt.
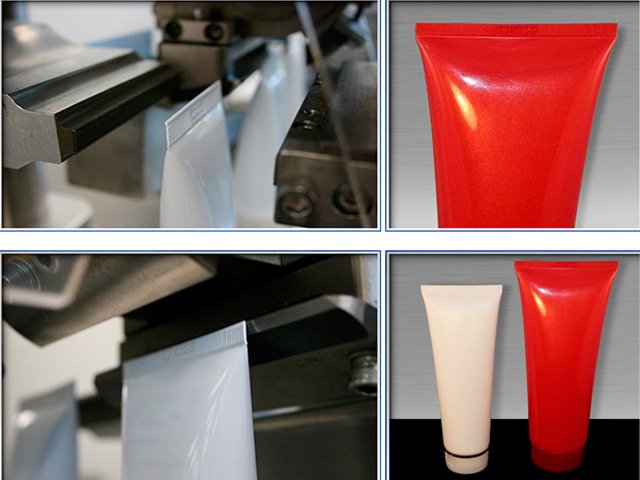
Prover


Misslyckande och åtgärd
| Fel | Orsaka | Avhjälpa |
| Maskinen fungerar inte eller fungerar onormalt | Ingen ström eller tryckluft | Anslut ström och tryckluft |
| Lågt tryckluftstryck | Öka lufttrycket | |
| Plastspill eller inte bra efter svetsning | Två formar för stängda eller för delade | Justera avståndet mellan två formar |
| Grov kant efter kapning | Kutter trubbig | Slipa fräsen eller byt ut den vassa |
| Cutter har stort mellanrum mellan bakformen | Gör cutter touch-back form |
Du kanske gillar
 Automatisk roterande metallburkar burkar popburk sömtätningsmaskin
Automatisk roterande metallburkar burkar popburk sömtätningsmaskin- Automatiserad etiketteringsmaskin för olivoljafyllning Ropp Capping
- Påfyllningsmaskin för skruvskruv av talkpulver med hissladdningssystem
- Halvautomatisk korvflagga märkning Folding Sticker Etikettmaskin
- Monoblock Hårvårdsolja Små flaskor Fyllnings- och Presslockmaskin
- Halvautomatisk pneumatisk pippåse Färdiggjorda påsar fyllningsmaskin
- Farmaceutisk Kosmetisk Mat Plaströr Ultraljudsförseglingsmaskin
- Automatisk etiketteringsmaskin för flaskor och lock med två huvuden
- Halvautomatisk pneumatisk skrivbordsschampo med skruvförslutningsmaskin
- Automatisk Rotary Pharma Medical pulverflaska fyllningsmaskin









